
With Cube67’s Machine Option Management, Hermle AG significantly reduces the time spent on software maintenance and support.
Hermle AG is one of the market leading manufacturers of metalworking machines. Their milling machines are used for production all over the world. Starting as a bolt and screw manufacturing company in 1938, Hermle has grown into a global player. Today over 27,000 Hermle machines have been successfully installed worldwide, in a wide range of industries, ranging from medical technology to classic tool and mold making to aerospace technology.
Hermle’s systems are modular, so they can be mixed and matched in a variety of combinations to meet requirements. A customer might choose milling spindles with different speeds and tool holders or tool magazine extensions for more than 500 magazine places or perhaps a comprehensive modular system for workpiece automation.
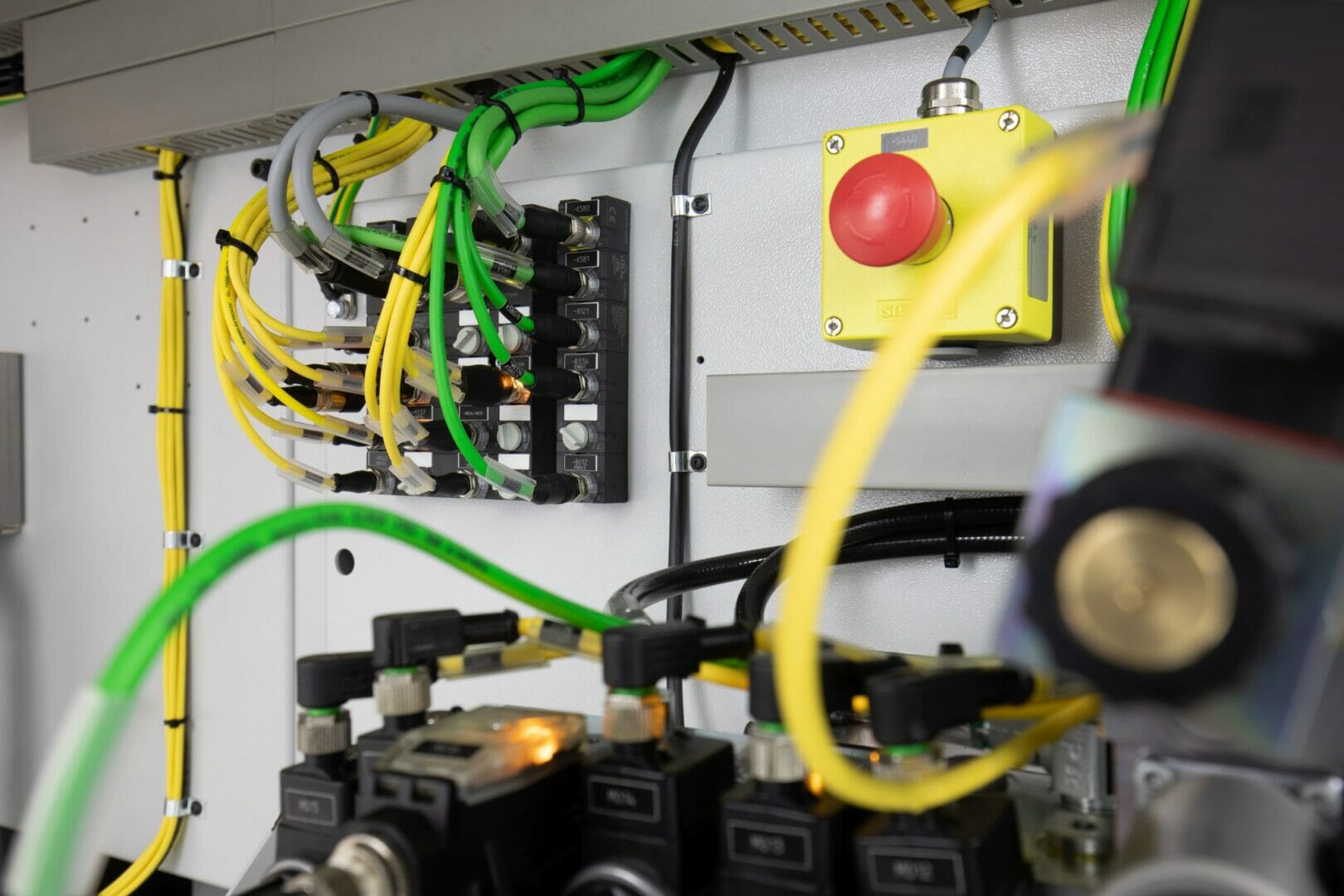
Hermle uses Murrelektronik’s Cube67 modular IO system for the machine’s electrical installation. The individual Cube modules are compact, robust and fully potted. They are mounted directly on the machine without terminal boxes or switch cabinets. A bus node makes the connection to the higher-level fieldbus system. At the same time, it is the starting point for the installation which extends into the machining centre. The Cube67 IO modules are installed close to the process allowing Hermle to connect the sensors and actuators with the shortest possible M12 cables and connectors. The modules are daisy chained to each other with an easy-to-recognize green jacketed system cable that transmits both power and data. This simplifies the installation and reduces the space needed for routing cable.

Maximum standardization with Machine Option Management (MOM)
The Cube67 system comes with Machine Option Management (MOM) making Hermle‘s commissioning process is remarkably consistent regardless of the options chosen. With MOM, the project planning for the machining centre’s hardware and software is done virtually on the basis of a standardized full extension. During commissioning, the machines are then configured according to their actual equipment. Often, parts of the finished machine are not assembled at the Gosheim facility, but at the customer’s site. For example, coolant systems are transported directly from the supplier to the end user. “In order to be able to put the machine into operation, the commissioning has additional test equipment. This allows it to simulate the final configuration,” says Hans-Peter Marquart, head of Electrical Design at Hermle. The company is able to put the machines into operation in the configuration that will later be used by the operator. Individual options can be “switched on and off” as required. When done this way, machine configuration is very quick and, because it contains all tested modules, process reliability is also high. Hans-Peter Marquart explains why this is important: “We deliver our machines all over the world including South America and China”. Commissioning is carried out according to the plug-and-play principle – quickly and without any risk of programming errors. For Hermle, the great benefit of MOM is that separate software does not have to be maintained and individualized for each machine, but only the standard software has to be kept up to date.
A striking advantage for Hermle are the multifunctional M12 ports on the Cube67 Digital IO modules. For each PIN 2 and PIN 4, the user can define whether they are to be used as inputs or outputs. This opens up a wide range of design possibilities. For example, in installation areas that are primarily made up of sensors you may need an output but elsewhere in the machining centre you may need an input in an area filled with outputs. Without multifunctional ports, two modules would have to be placed in each of these areas making for an expensive and complex solution. Cube67 integrates one module at a time, on which the ports are set accordingly. This is a huge advantage for assembly and commissioning – fewer modules are required which lowers both the amount the space needed and the assembly costs.
In addition to “standard modules”, Hermle also uses function modules. An encoder module is used to measure the flow of the hydraulics on the pallet system. It counts the pulses on site” and transmits the process value to the controller where it is further processed and evaluated.
End customers also benefit from using Cube67 because of the pin level diagnostics. Hermle and its control manufacturers have developed masks that visualize the diagnostic data. These let the end customer immediately see if a fault is occurring at a point on the machining centre. Troubleshooting can be carried out quickly resulting in higher machine availability and greater cost-effectiveness.
Hermle is currently working on the change from PROFIBUS to PROFINET. Going forward their machining centres will be equipped with PROFINET. The Cube system, with the bus node as an interface to the higher-level network, is worth its weight in gold. IO-Link devices will be able to be integrated with very little effort. Hans-Peter Marquart says that “we don’t want to change the architecture itself but optimize it further.” With Cube67, we can change out the bus node while continuing to use the installation that spreads out under it.
Tel: 0161 728 3133






")