

~ Advanced material handling equipment supports both taste and quality ~
Protein extraction is rapidly evolving due to growing demand for plant-based and animal-derived proteins. As the market for protein powders, supplements and alternative proteins expands, production facilities must navigate the complexities of handling fine powders while balancing operational throughput with the need for product flexibility to create a variety of dedicated, branded products. If left unaddressed, these challenges can lead to inefficiencies and quality control issues. Here, Stephen Harding, managing director at Gough Engineering, explores how advanced material handling equipment can help producers in these sectors improve operational performance.
As protein powders become a key component in food, beverages and supplements, production managers face difficulties in maintaining consistency and avoiding product or colour based contamination. Fine powders like whey or plant-based proteins can be prone to clumping and dust generation, which not only affects product quality but also creates risks for workers and impacts overall plant cleanliness and hygiene.
The demand for increased production volumes without sacrificing quality is putting additional pressure on facilities. The need to process high volumes of protein powder quickly, while maintaining good quality separation from unwanted material, often leads to blockages, contamination and uneven product distribution. For quality control specialists, this adds complexity to ensure each batch meets regulatory standards and customers’ expectations of quality including flavour, texture and purity.
Lastly, the rise in plant-based meat analogs (PBMAs) is driven by increasing consumer demand for healthier and more sustainable food options. This shift necessitates advanced material handling solutions to efficiently process and manage diverse plant-based ingredients while maintaining product quality and safety. As reported in Nature’s Science of Food journal: “PBMA production costs currently surpass those of traditional meats, affecting affordability and consumer adoption.”
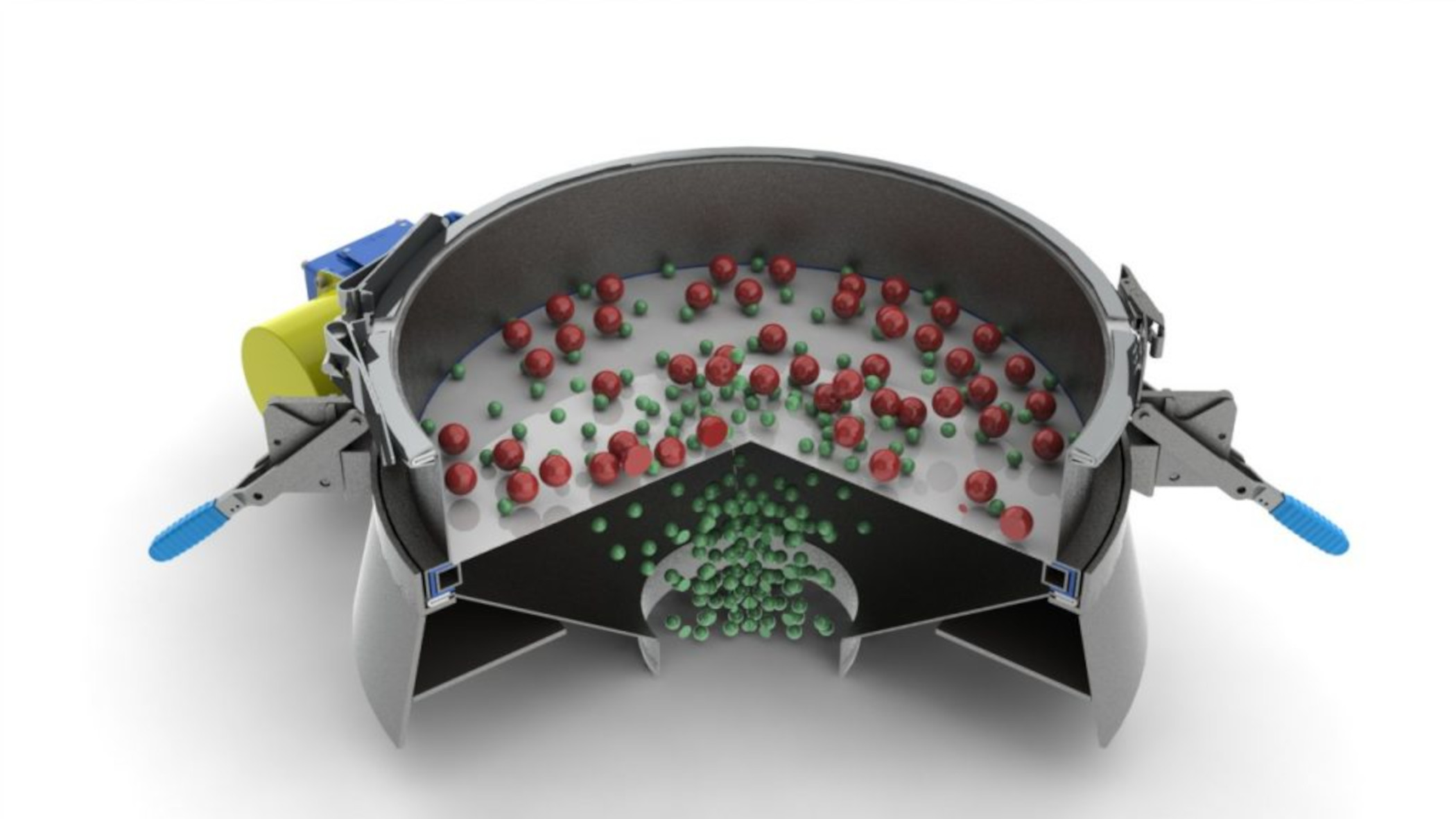
The Gough Batch Sieve (GBS) facilitates efficient particle separation, minimising contamination and ensuring high-quality protein extraction
Improving speed of separation processes
To combat these challenges, the protein industry is adopting a combination of automation and specialised material handling equipment. Advances in conveyor systems, batch sieves and screening technologies are enabling faster, cleaner and more efficient quality screening of powders and granular materials.
Automated equipment is playing a critical role in improving the speed of separation processes, helping production facilities to handle larger volumes while maintaining the necessary level of precision. Additionally, dust control systems with localised machine filtration systems are being implemented. This can be see in our Gough Batch Sieve (GBS) with integrated extraction, used to manage the challenges associated with fine powder handling, ensuring that contamination is minimised and quality standards are upheld.
Despite these advances, some manufacturers are still struggling to balance speed with accuracy, especially when it comes to switching between different types of protein powders or managing multiple flavours. Without the right equipment, production lines can suffer from cross-contamination, inconsistent product quality and downtime caused by cleaning between batches.
Gough has designed its GBS, Vibrecon® Vibratory Separator (GVC) and Vibraflo® (GVF) separators with easy cleaning in mind, utilizing quick disassembly and assembly of main components during cleaning operations.
Taste and quality
At Gough Engineering, the focus is on providing solutions that address the dual challenge of handling fine powders and maintaining accurate screening while securing quality. One such solution is the Vibrecon® separator, which delivers precise separation of protein powders with a range of machine sizes aimed at small or large throughputs. Its two-deck design ensures efficient screening while allowing for quick changes between batches, which minimises downtime and prevents cross-contamination. One way to address these challenges is through advanced solutions that ensure efficient processing, using Gough’s design engineering to meet customer expectations.
In addition to the sieves and separators, aero-mechanical conveyors and vacuum transfer systems are designed to handle fine powders with minimal dust generation. These systems can feature cleaning options with efficient purging using air, water or an alternative dry-cleaning product. This allows manufacturers to transition smoothly between their product ranges, significantly reducing the risk of contamination.

Fine powders, such as plant-based and animal-derived proteins, are handled with precision to ensure product quality and consistency.
Staying competitive
As noted by the National Library of Medicine, addressing the complexity of these emerging proteins is crucial: “Novel proteins require the development of new value chains and attention to issues such as production costs, food safety, scalability and consumer acceptance.”
The increasing global population and changing demographics are putting more pressure on the world’s resources to produce a wider variety of food. To stay competitive, manufacturers must efficiently process diverse protein sources while upholding high standards of cleanliness and quality.
As the demand for protein extraction continues to grow amid increasing consumer expectations for quality and sustainability, the challenges of handling diverse protein sources become more pronounced. Investing in advanced material handling equipment, like Gough Engineering’s Vibrecon® separator and batch sieves, is essential if manufacturers are to navigate these complexities effectively.
By prioritising precision and efficiency, producers can not only enhance operational performance. They can also meet the rising demands of consumers for both taste and quality, while improving efficiency.
To discover how Gough Engineering’s advanced material handling solutions can enhance efficiency and precision in protein extraction, visit its website today.






")