
Brett Saddoris, Technical Marketing Manager, Accumold

In micro medical manufacturing, “it fits” is often the most dangerous phrase in a design review. Not because fit isn’t important. Fit is everything. But because prototype fit is frequently mistaken for production fit, and in micro assemblies those are two very different realities.
A prototype that snaps together beautifully in the lab can become a yield problem at volume. A microfluidic seal that holds during early testing can drift into intermittent leakage after sterilization or thermal cycling. A wearable patch mechanism that feels consistent in small builds can become erratic when variability shows up across millions of parts.
When clinical risk is in the fit (when the fit dictates dosing accuracy, leak-tight performance, flow repeatability, or patient safety) tolerance strategy stops being a drawing exercise and becomes a systems discipline.
This article is a practical look at why tolerance stack-up in micro assemblies is uniquely unforgiving, why “fits in prototype” often fails at production scale, and what a best-in-class micro molder should bring to the table to validate and hold tolerances with confidence.
WHY MICRO ASSEMBLIES PUNISH TOLERANCE OPTIMISM
At macro scale, you can often hide variation. You can add adjustment, use compliant parts, introduce a calibration step, or simply rely on human assembly to “make it work.” In micro assemblies (drug delivery devices, microfluidic cartridges, wearable patches) those escape routes are limited.
Three things make tolerance stack-up more severe at micro scale:
- Small dimensions, big consequences. If a critical feature is 0.30 mm wide, a 10 µm shift isn’t trivial, it’s meaningful. In interference fits, seals, valve seats, and alignment features, micro-level variation can swing you from “perfect” to “too tight to assemble” or “too loose to seal.”
- More interfaces per unit function. Miniaturization often increases interface density. A device that once used two robust parts may become six smaller parts with tighter alignment needs. More parts means more tolerance contributors, which means stack-up grows.
- Materials behave differently at this scale. Even when dimensions are held, polymer behavior introduces its own variability such as shrink, creep, stress relaxation, moisture effects, and thermal expansion. Two parts can be “in tolerance” but still behave differently in assembly if the underlying process creates different stress states.
WHY “IT FITS IN PROTOTYPE” FAILS AT PRODUCTION SCALE
There are several common reasons a design that assembles well early becomes painful later.
Prototype processes don’t replicate production reality. Even within injection molding, early tooling, small runs, or single-cavity development can mask what will happen in multi-cavity, high-throughput production. At scale, cavity-to-cavity variation, tool wear, and process window shifts become significant.
Early sampling is statistically misleading. When you assemble ten parts, you’re not seeing the tails of the distribution. When you assemble ten thousand, you are. Many “first build” successes are simply a narrow sample that happened to land near nominal.
Assembly methods evolve. Hand assembly in early development is forgiving. Automated assembly is not. The transition from manual to automated operations reveals friction points, lead-ins that aren’t generous enough, compliance features that weren’t designed in, or datum schemes that don’t guide parts predictably.
Validation plans lag behind design. Too often, teams define measurement plans after the design is “final.” In micro assemblies, measurement capability must be planned early. If you can’t measure a feature reliably, you can’t control it. And if you can’t control it, scale will expose you.
DESIGN FROM FUNCTION BACKWARD
One of the biggest sources of avoidable pain is treating tolerances as a broad tightening exercise. The goal is not “tight everywhere.” The goal is tight where it matters. A functional tolerance strategy typically starts with three questions:
What must be true for the device to work? Example: leak-tight seal at a certain pressure, consistent actuation force, repeatable microfluidic flow, stable alignment to a sensor.
Which features control that outcome? These become your true CTQs (critical-to-quality features): sealing lands, valve seats, flow channel dimensions, snap engagement surfaces, critical datums.
Which features don’t matter much? It’s not heresy to loosen tolerances where you can. In fact, it’s good engineering. It increases yield and reduces cost without compromising function.
Best practice is to build the tolerance model around functional datums (features that control how parts locate in assembly, not just how they look on a drawing). In drug delivery and wearable devices, this often means designing parts that locate themselves reliably during assembly rather than relying on perfect dimensions alone.
SCALING MICRO TOLERANCES
Holding tolerances at volume is not just a process challenge, it’s a tooling challenge. When programs scale, cavity strategy matters. The question isn’t simply “can you mold it?” It’s “can you mold it millions of times with the same assembly behavior?”
High-cavity micro tooling changes the economics and the performance expectations. It also raises the bar. More cavities means more opportunities for slight variation. If tool design, fabrication, and maintenance aren’t world-class, you can end up with cavity-to-cavity differences that are invisible in isolation but disruptive in assembly.
This is where Accumold’s capability is meaningful, particularly in medical programs that demand scale. Accumold has deep experience in high-cavity micro tooling and the discipline required to keep performance repeatable across cavities and across time. That doesn’t mean variability disappears, it means it’s actively managed and engineered down.
accumold-toolroom
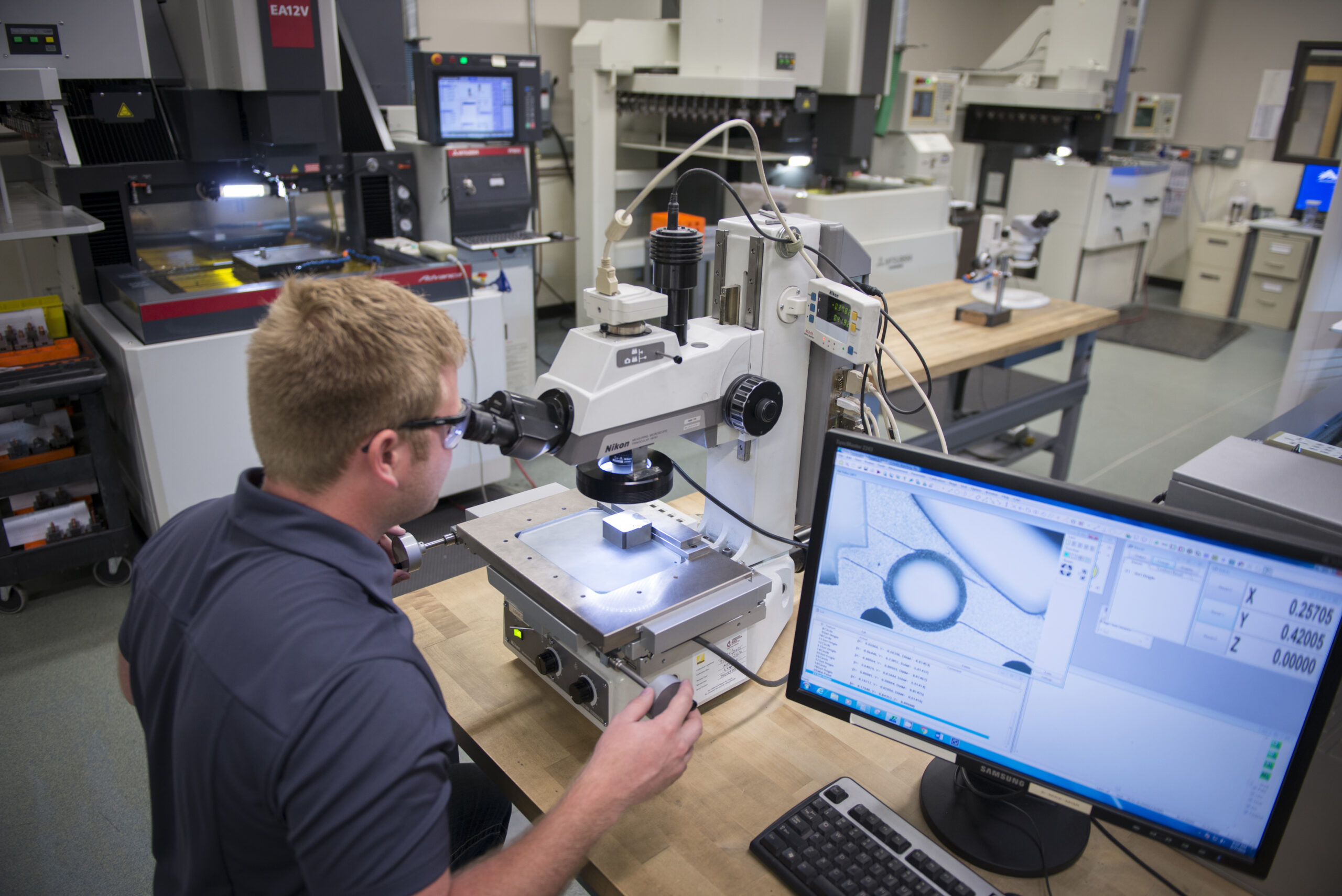
METROLOGY
Micro molding programs rarely fail because teams don’t care about quality. They fail because teams assume measurement is easier than it is. In micro assemblies, metrology must do two things. First, confirm the part is within spec which is the baseline. And second, detect early drift and variation before it becomes a yield issue, which is where real value lies.
A mature metrology approach includes validated measurement methods, good fixturing, and a healthy awareness of measurement system variation. If the measurement system itself varies too much, it can consume your tolerance budget without anyone realizing it.
This is where disciplined validation practices matter such as measurement repeatability, clear inspection plans tied to CTQs, and process monitoring that spots trends early. Accumold’s approach centers on metrology as an enabling capability, not a final checkpoint. When “fit” is clinical risk, it’s not enough to detect problems after the fact, you need the feedback loop to prevent them.
PRACTICAL DESIGN MOVES THAT MAKE ASSEMBLIES MORE ROBUST
Some of the most effective tolerance strategies are simple, but they require intentionality:
- Lead-ins and self-locating features to guide assembly reliably
- Controlled compliance zones where slight variation can be absorbed without losing function
- Stable datum schemes that don’t depend on cosmetic surfaces or fragile edges
- Avoiding thick-to-thin transitions that invite warpage and dimensional drift
- Designing seals as systems, with realistic compression targets and material behavior in mind
In microfluidics especially, it’s not uncommon for teams to focus on channel dimensions while underestimating sealing surfaces and clamping behavior. In wearable drug delivery, snap features and interface stiffness often determine whether the device feels consistent and behaves predictably.
MANUFACTURING REALITY IS PART OF THE DESIGN
In micro medical manufacturing, you don’t validate tolerance at the end. You validate it continuously, starting from the moment you define what “fit” means.
The best programs treat micro molding suppliers as technical partners early, not simply production sources late. They involve manufacturing expertise during design so that tolerance strategies reflect real process capability, real measurement methods, and real scale.
That mindset is where market leadership is built, because it delivers what OEMs ultimately need, which is not a beautiful prototype, but a production-ready assembly that behaves the same way in the first thousand units and the ten-millionth.
At Accumold, we’ve learned that holding tolerances is rarely about heroics. It’s about discipline, high-cavity tooling built for repeatability, processes designed to stay inside tight windows, and metrology that tells the truth early enough to matter.
So the next time someone says “it fits,” the right follow-up isn’t celebration, it’s curiosity. Does it fit across cavities? Across lots? After sterilization? On an automated line? At the tail of the distribution?
When you can answer those questions with evidence, you’re not just making micro parts, you’re making medical products that can be trusted.

*Brett Saddoris is Technical Marketing Manager at Accumold. The company has grown to a 130,000 square foot fortified facility designed for assurance of supply, employs over 350 staff, and is a net exporter shipping all over the world every day from its Ankeny, IA, USA facility which runs 24 hours a day, 7 days a week.





")