
Tim Wischeropp, CEO & Co-Founder, amsight
Powder-bed fusion has a strange contradiction built into it. We invest in precision machines, tightly controlled atmospheres, meticulous parameter sets, and expensive inspection. We talk about “industrialisation” and “serial production.” Then we manage one of the most critical variables in the entire process chain (the powder) like it’s a static material that arrived with a certificate.
That approach was understandable in the early days or prototyping. It is not sustainable in production for critical parts. Because powder is not static. Powder is history.
Every cycle, every handling step, every exposure and every mixing decision changes it, sometimes subtly, sometimes measurably, and sometimes in ways that only show up downstream as scatter, drift, and scrap. And if you want AM to behave like a mature manufacturing technology, you must treat powder management not as housekeeping, but as process control.
THE REAL COST OF “GOOD ENOUGH” POWDER TRACKING
Most teams don’t have a powder problem until they do. At low scale, spreadsheets feel fine. You can track batch numbers, write down reuse counts, and rely on experience. But as soon as you add machines, materials, customers, and auditors, the cracks appear in predictable ways:
- Blend ratios get lost across files.
- Powder states become ambiguous (“sieved, but when?” “unsieved from which cycle?”).
- Quality results are stored without powder context.
- When a failure happens, the first hours are spent reconstructing history instead of solving the engineering problem.
This is the hidden cost. Not only the scrap itself, but the wasted senior time spent doing “powder archaeology.”
WHAT CHANGES IN POWDER ISN’T THEORETICAL
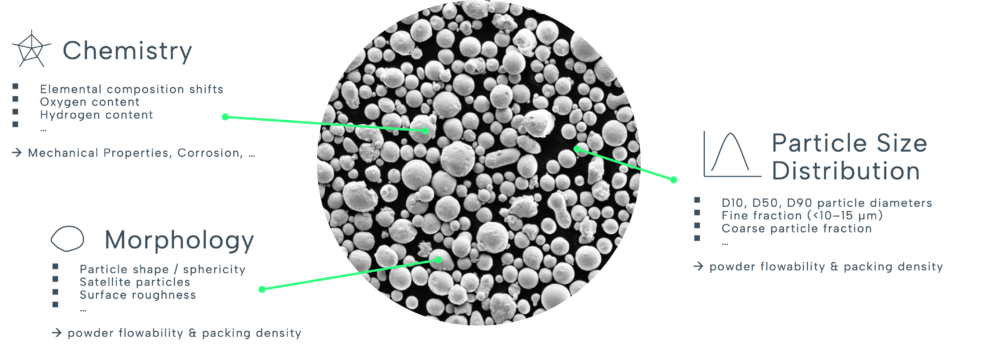
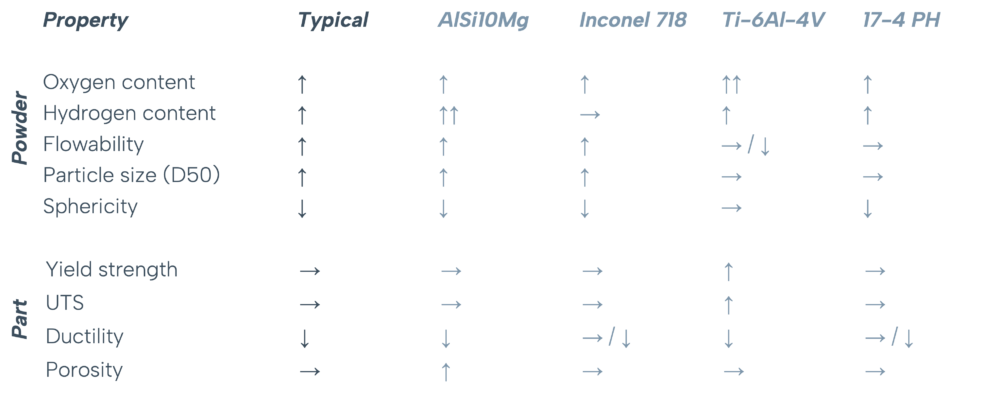
We know from both literature and shopfloor experience that powder changes across reuse in multiple dimensions, chemistry shifts (oxygen/hydrogen uptake), morphology changes that affect flow, PSD drift, fines/spatter contamination (see Figure 1 and Figure 2). These changes are gradual, which is exactly why they cause so much damage. Gradual drift doesn’t trigger alarms. it simply widens variation until you cross a limit.
And when you cross a limit, the factory reacts the only way it knows how, inspect more, CT more, test more, refresh more. That’s not optimisation. That’s fear.
THERE IS NO UNIVERSAL “BEST” REUSE STRATEGY
One of the most common questions we get at amsight is “Which reuse strategy is the right one?” The honest answer is, it depends on your priorities (see Figure 3 and Figure 4).
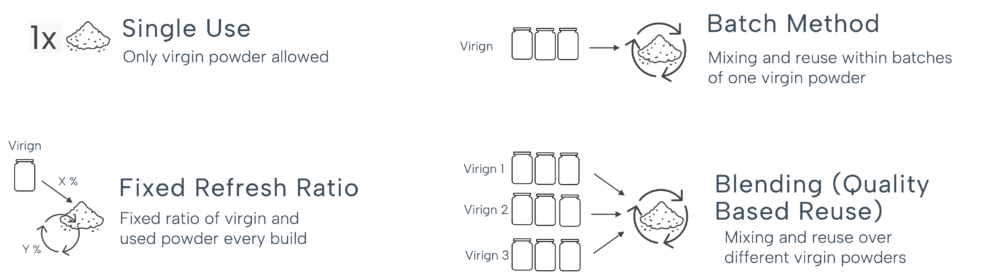
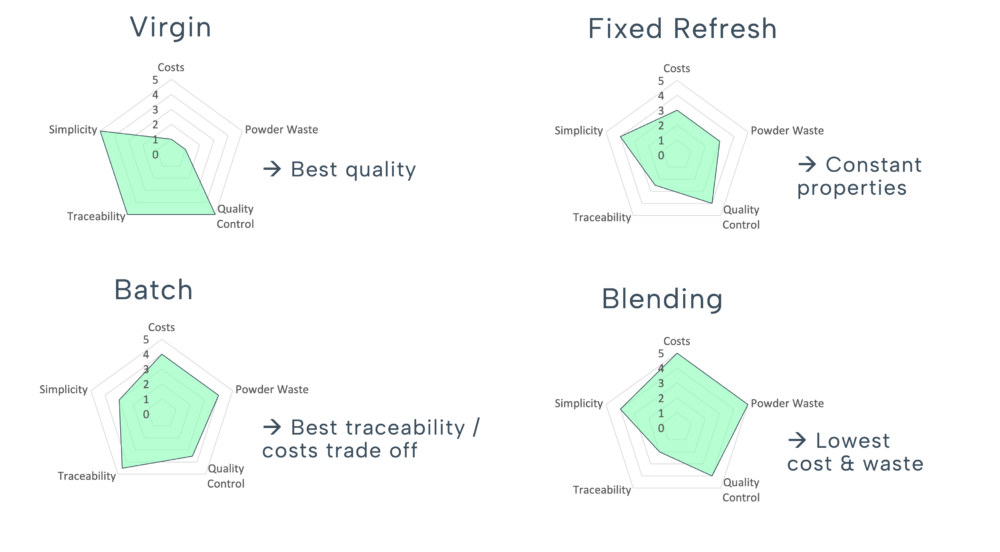
If you only ever use virgin powder, you may maximise traceability and control, but you will also maximise cost and waste. If you blend aggressively, you may maximise utilisation, but you will make traceability harder and may increase your documentation burden. If you run batch-based methods, you can balance quality and traceability, but you may introduce operational complexity.
There is no “one fits all” strategy. The optimal strategy is the one that meets your quality and regulatory requirements, is manageable on the shopfloor, and is supported by evidence, not hope.
And that last point matters. In regulated industries, even blending can be acceptable. But acceptance is earned. It must be discussed with the customer. It must be supported by data. Trust is not a feeling, it is documentation plus stability evidence.
FROM CERTIFICATES TO CYCLES
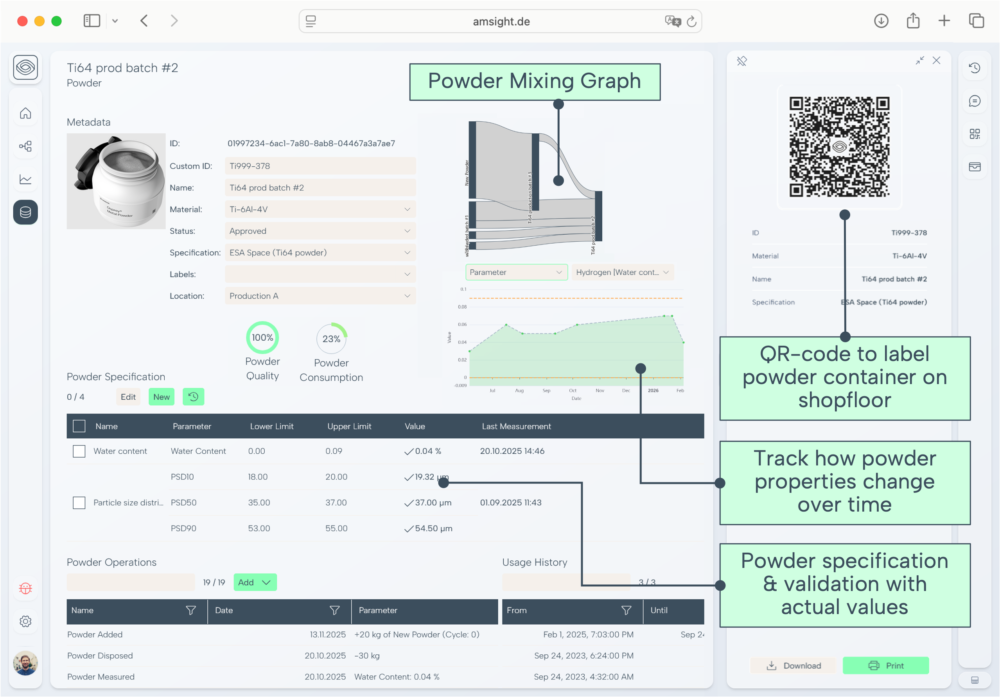
To master powder management, we need to change how we think about the powder record. A certificate tells you what the powder was when it arrived. Production needs to know what the powder became. That is why we talk about a digital powder history, a part-linked record that captures each cycle, each mixing event, and the powder state behind each build (see Figure 5 and Figure 6). When you have that history, the conversation changes.
Instead of asking, “Which batch was this?” you can ask:
- How old was this powder in terms of reuse and exposure?
- Which virgin lots contributed to this blend, and in what ratios?
- Which builds consumed it, and what were the outcomes?
- What did we observe in CT, mechanical tests, and surface quality, and how did that trend over time?
This is where powder management becomes a competitive advantage. You can detect drift early, reduce refresh conservatism, and lower scrap without gambling on intuition.

DATA-DRIVEN POWDER MANAGEMENT
In a recent webinar Q&A, we made a point that surprised some people, The “most important powder parameters” depend on material and strategy, and transferability between organisations is limited. Some hear that and feel discouraged. They shouldn’t.
It’s good news because it means you can build a competitive edge. If you identify your own CTQs, correlate them to part outcomes in your environment, and then apply SPC to trend stability, you’re no longer guessing. You’re running powder management as a controlled process.
That’s the essence of industrial maturity, fewer heroic decisions, more repeatable rules backed by evidence.
SPC IN POWDER MANAGEMENT
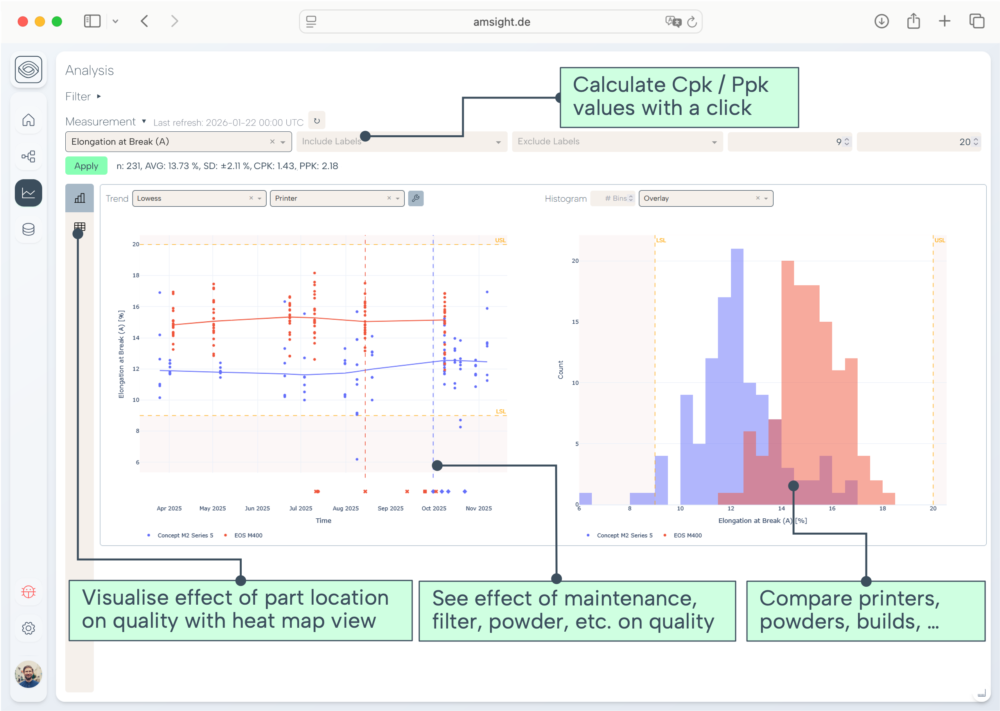
If there is one discipline that AM production must embrace more seriously, it is Statistical Process Control (SPC). SPC turns “I think it’s okay” into “I can show it’s stable.” It allows you to (see Figure 7):
- detect drift before parts go out of spec,
- quantify process capability,
- reduce the need for over-inspection, and
- optimise refresh rates and characterisation effort based on evidence.
Most teams already know this in principle. They struggle in practice because the data is fragmented (machine logs here, powder records there, inspection results elsewhere). That fragmentation makes SPC feel like a project. It shouldn’t be a project. It should be a routine.
amsight FOR POWDER LIFECYCLE MANAGEMENT
We built amsight because we kept seeing the same bottleneck. Teams weren’t short of data, they were short of connected data.
Powder management is a perfect example. When tracking lives in spreadsheets, the story is fragile. That’s why the powder management approach on our platform focuses on QR-based tracking and full genealogy — capture each step, record each blend, link powder to builds and outcomes, and make the history queryable, not just stored (see Figure 6).
The intent is simple, stop relying on memory and estimates. Make powder condition measurable and actionable.
A PRAGMATIC STARTING POINT
If you want to improve powder management without turning it into a multi-year transformation, start with three questions:
- Do you have a real-time overview of inventory and powder state (sieved/unsieved, location, quantity)?
- For a part printed two months ago, can you retrieve powder history and inspection outcomes within minutes?
- Do you know your CTQs, and do you trend them over time?
If any answer is “no,” to one of the questions that’s your starting point. Begin with one machine cluster or one product family. Centralise the powder history. Correlate to outcomes. Then apply SPC to create early warnings and tighten control.
This is how AM becomes more reliable and more cost-efficient, not by adding complexity, but by controlling the variables that matter.
LEARN PRACTICAL POWDER MANAGEMENT AND SPC FOR AM
We’re continuing this discussion in our webinars on ‘Mastering Powder Management in AM” and “Statistical Process Control in AM: From Data to Process Stability and Repeatable Part Quality” with registration available here:
- https://www.amsight.de/webinars/mastering-powder-management-in-am
- https://www.amsight.de/webinars/statistical-process-control-in-am
Because in production AM, quality is not what you measure once. It is what you can keep stable, build after build, month after month.





")