HRS Heat Exchangers has installed a multi-tube, corrugated heat exchanger from its K Series at a food plant in the northern Malaysian province of Seberang Perai, in the state of Penang, helping the company to cut both its energy use and running costs.
The plant is owned by a major multinational food producer responsible for well-known food brands, as well as enzymes and bioproducts for food manufacturers, and pharmaceutical-grade formulation products. The factory has a history of using smooth-tube heat exchangers for a range of cooling, heating and condensation applications, but is now enjoying the benefits of switching to corrugated tube exchangers, including increased energy efficiency, reduced maintenance and cleaning requirements, and lower operational costs.
However, as Remus Lim, HRS Heat Exchangers’ General Manager in Malaysia, explains, HRS had to work hard to demonstrate the value of switching before sealing the deal: “Despite the benefits of corrugated tube heat exchangers, some clients can be initially reluctant to switch from the smooth-tube technology with which they are familiar. In this case, the client’s engineers were sceptical about the ability of the HRS unit to deliver the claimed energy efficiency and heat transfer coefficients, as well as its ability to reduce fouling, and questioned if would create any issues in terms of cleaning. To overcome these reservations, we held a number of meetings with the client in the months preceding the placement of their order to put their minds at rest.”
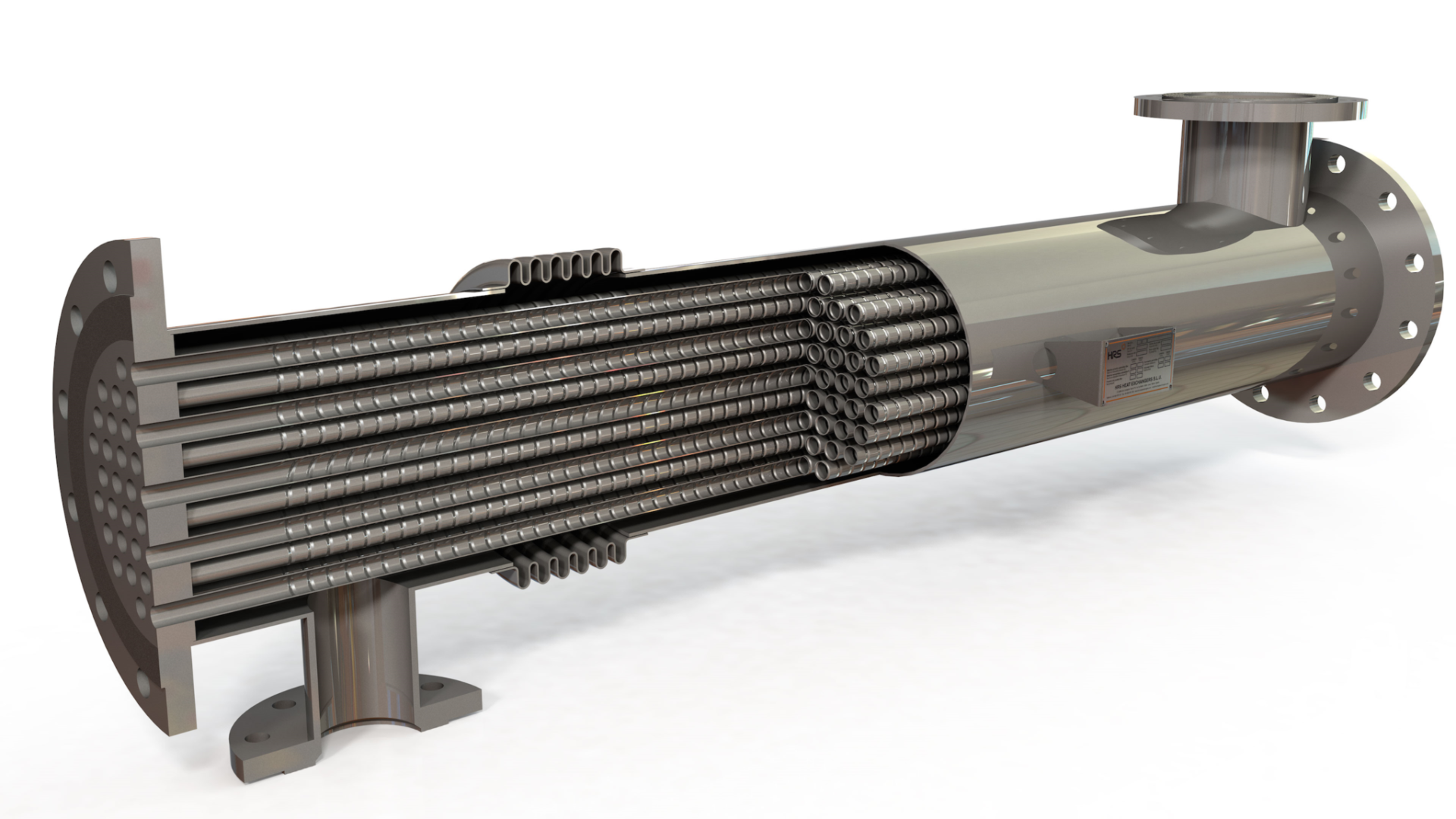
Once the client was convinced of the ability of the corrugated tube design to create turbulence in order to break down any fouling layer as it forms – thus preventing any cleaning issues – they placed an order for a HRS K Series heat exchanger to replace an existing smooth tube unit on a line producing powdered food emulsifier. The emulsifier has a wide range of applications in food processing, such as stabilising emulsions, and is used to help overcome variations in raw material quality and properties, as well as extending shelf life in products from baked goods, dairy products and frozen desserts, to meal solutions, snacks, and oils and fats.
The new K Series exchanger uses steam to heat 1,300 kg/hr of fatty acid esters from 90°C to 235°C and has been designed to withstand up to 50 bar(g) of steam pressure. It has been configured as a TEMA BEU-type with a removable tube bundle in a U-configuration to assist cleaning and maintenance, which was an issue with the previous smooth-tube BEM-type unit with fixed tubes.
HRS delivered the unit in May 2018. It was fully commissioned in September last year and has been operating without any issues ever since. Current steam consumption is around 310 kg/hr – significantly less than was previously used for the process, resulting in financial savings and reduced energy use for the business.
Commenting on the success of the HRS K Series unit at the factory, a representative said: “The unit is very robust and I’m pleased with its performance. It has certainly reduced our steam consumption.” As a result, HRS Heat Exchangers is now in discussion with the company about replacing a second smooth-tube heat exchanger used for the same application elsewhere in the factory.
Remus adds: “From the initial discussion which began two years ago, it is great to see that a year of successful operation has convinced our client of the benefits of HRS’s corrugated tube technology. They are seeing real benefits in terms of running costs and energy use and are now looking at replacing additional smooth-tube units to increase these benefits across their business.”






